Fiber-reinforced plastic (FRP) or commonly known as fiber reinforced polymer is a material that’s used in civil engineering and construction around the world. The durable and lightweight material is created through a process called pultrusion that involves many stages, resulting in a finished product that can be as strong as steel, without the weight.
There are 5 steps to creating continuous lengths of FRP through pultrusion, don’t worry if you don’t know how it’s done-we’re going to break down the steps for you.

The Reinforcements
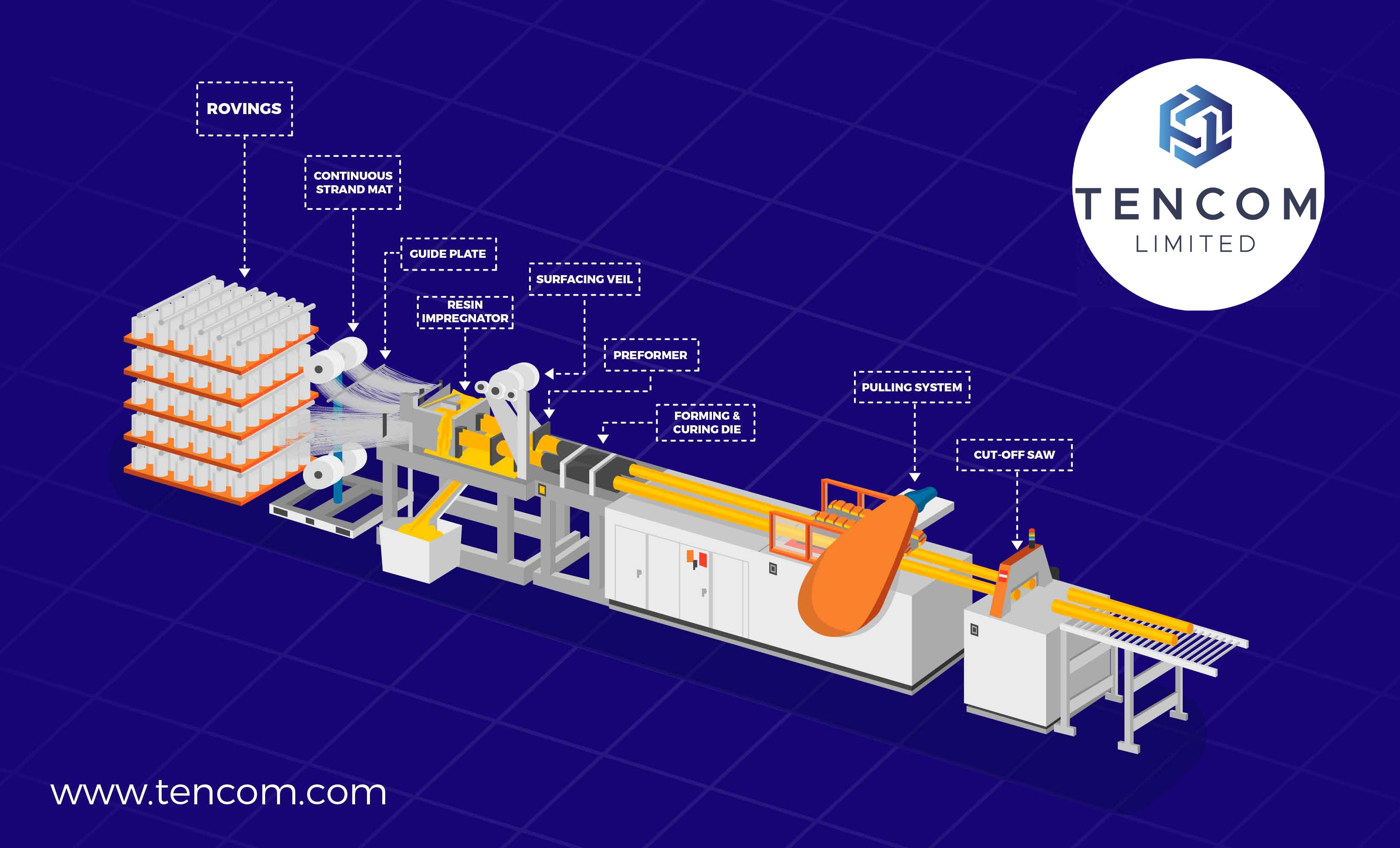
The pultrusion process usually starts by pulling two types of fiberglass reinforcement through the pulling mechanism.
The first type of fiberglass reinforcement consists of fiberglass roving that reinforce the FRP with unidirectional strength, along the entire length of the profile. During this process, rolls of woven fiberglass mats provide the finished FRP with multi-directional strength.
The fiber reinforcements are perfectly positioned by the creels to continuously feed onto the guide plate. Accuracy is important when feeding the rovings and rolls of fiber reinforcements to ensure the strength and quality of the finished FRP profiles.
Wet Out or Resin Bath
The “wet out” stage or resin bath part of the pultrusion process, uses an optimally designed resin impregnator to completely submerge the fiber reinforcements in a bath of thermosetting resin. The typically used resins are epoxy, polyester, vinyl ester and polyurethane.
Additives are introduced to the reinforcements during the wet-out process to achieve the desired result of the FRP. Additives such as pigments to change the color, fillers, fire inhibitors and UV retardants can be included, depending on where the finished products will be used.

Surface Veil
Prior to being pulled into the heated steel die to solidify the thermosetting resin, the composite material is passed through pre-former tools to remove excess resin and start the process of shaping the reinforcements.
Continuous strand materials and corrosion protection are included to improve the durability and structure of the finished composite. Surface veils are included to enhance the appearance of the finished profile.
Curing the Profile
The resin-soaked reinforcements are pulled through the mechanism towards the heated steel die for polymerization into a hardened profile.
The thermosetting process causes the resin to cure, resulting in a solid profile. The shape of the profile is determined by the shape of the die cavity and the profile can come in a specific, shape, size or requirement for its purpose.
Cutting the Profile
After exiting the heated die, the lengths of FRP are then pulled towards the cut-off saw, to be cut to the desired length. Proceeding the cutting process, the lengths are then stored, ready to be used and packaged for shipping.